Kurzzeithubzündung (Short Cycle Verfahren)
Das Kurzzeithubzündungsverfahren hat den Vorteil, dass sich durch den kurzen, flachen Einbrand Bolzen bis zu
einem Flanschdurchmesser von 10 mm auf dünne Bleche verschweissen lassen. Die Schweisszeit beträgt max. 100
ms, der Strom bis zu 1400 A.
Wegen der sehr hohen Prozesssicherheit werden sämtlich Bolzen (Gewindebolzen, Grobgewindebolzen,
Kragenbolzen (Grossflanschbolzen), T-Stifte) im Automobilbau mit dem Kurzzeithubzündungsverfahren (ohne
Schweissbadschutz) verschweisst.
Schweissbolzen für Kurzzeithubzündung, Typ FD (DIN EN ISO 13918) haben einen Kegelwinkel von 166 Grad und
einen Flansch der mind. 1 mm größer wie der Nenndurchmesser ist. In der Praxis werden für das
Kurzzeithubzündungsverfahren auch Schweissbolzen für Spitzenzündung Typ PT verwendet. Diese Bolzen haben
einen Kegelwinkel von 174 Grad und eine Zündspitze. Dadurch wird die Lichtbogenlänge um die Zündspitze
verlängert, was den Lichtbogen anfälliger macht.
Verfahrensablauf
Beim Aufsetzen der Schweisspistole auf das Werkstück wird der Bolzen um das eingestellte Eintauchmass nach
hinten geschoben.
Durch das Betätigen der Starttaste hebt der Schweissbolzen gegen die Kraft einer Druckfeder vom Werkstück ab. Mit
dem Abheben wird zunächst ein Vorlichtbogen gezogen und dann der Hauptlichtbogen gezündet.
Während der Hubbewegung wird die Stirnfläche des Bolzens und eine etwa gleich grosse Fläche auf dem Werkstück
angeschmolzen.
Nach Ablauf der eingestellten Schweisszeit wird die Magnetspule stromlos geschaltet. Dadurch wird der Bolzen gegen
das Werkstück bescheunigt und taucht in die flüssige Schmelze ein.
Schweissparameter für Kurzzeithubzündung


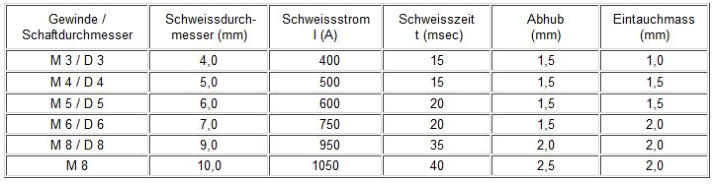



- Spitzenzündung
- Schweissbolzen PT Stahl M 3 - M 6
- Schweissbolzen PT Stahl M 6 - M 10
- Schweissbolzen PT Edelstahl A2 M 3 - M 5
- Schweissbolzen PT Edelstahl A2 M 6 - M 10
- Schweissbolzen PT Edelstahl A4
- Schweissbolzen PT Aluminium
- Innengewindebuchsen IT Stahl
- Innengewindebuchsen IT Edelstahl A2
- Stifte Typ UT (PK-S)
- Grobgewindebolzen - Sägezahnbolzen
- Bolzenhalter
- Kopfbolzen Typ SD
- Hubzündung
- Kurzzeithubzündung
- Einpressbefestiger